

ȫ�����՟ᾀ
13405784567
0510-83051666
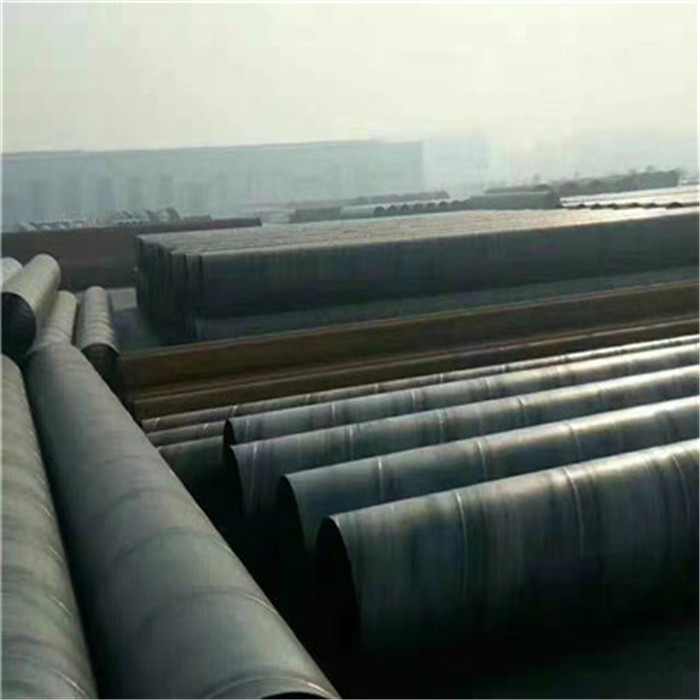
��������䓹ܷ������ϲ��ßo���h��Ϳ��(���0.4mm)
����������䓹���ˇ����
�����_�������Ͼ�����Уƽ�������Ӻ������߅�������������Ⱥ������⺸�����й������ƿ��������m������ˮ��ԇ�
������������䓹��zˇ
����ԭ���ϙz�����Уƽ�z��������Ӻ��z��������͙z������Ⱥ��z������⺸�z������йܙz����������z������¿ڙz��������γߴ�z�����X�侀�z�����ˮ��ԇ�������K�z�
������������䓹ܷ������ϲ��ßo���h��Ϳ��(���0.4mm)����
���������ȃȷ�������һ�����ˮ��ɰ�{��Ҳ�еIJ��ßo���h��Ϳ��(���0.4mm)��
���������������Ϳ��늻�ԇ�늉�һ���3000������߲����^5000�������g�����ߵIJ���10ǧ����
������������䓹�Ҫ�_���^�õķ���Ч������Ҫע��һ���c��
�����������ɰ���������Ա��C���P�|��������1С�r����Ƀ������ć�Ϳ���@�DZ��C�����|���ĸ�����
���������ƶ�������ˇ�r��Ҫ�eҪ�����z�����Ƚ��h��ú�r��Ϳ������Cе�L�p�����������z�����˹��ÝLͲ��ƽ�ķ����������Ա��C��Ϳ�ӵľ����ܡ�
��������������Ĺ��ӣ�����¶��ш��_4���z��Ϳ�ӛ]���Sɫ���c�Ȳ����F���������늻�ԇ��Կ��_10ǧ����Ҫ��

��һ���Pע�҂�
�������S|���K�����S��|�o�a����䓹S|�o�a������|�o�a������䓹�����˾
�֙C��13405784567 ���C��0510-83051666 88268499 ��ַ���o�a�л�ɽ�^�X�I�@ �KICP��2021006001̖-1
